
製作事例
- 櫛形状
- マシニング
- 研削
- ワイヤー放電
- 形彫放電
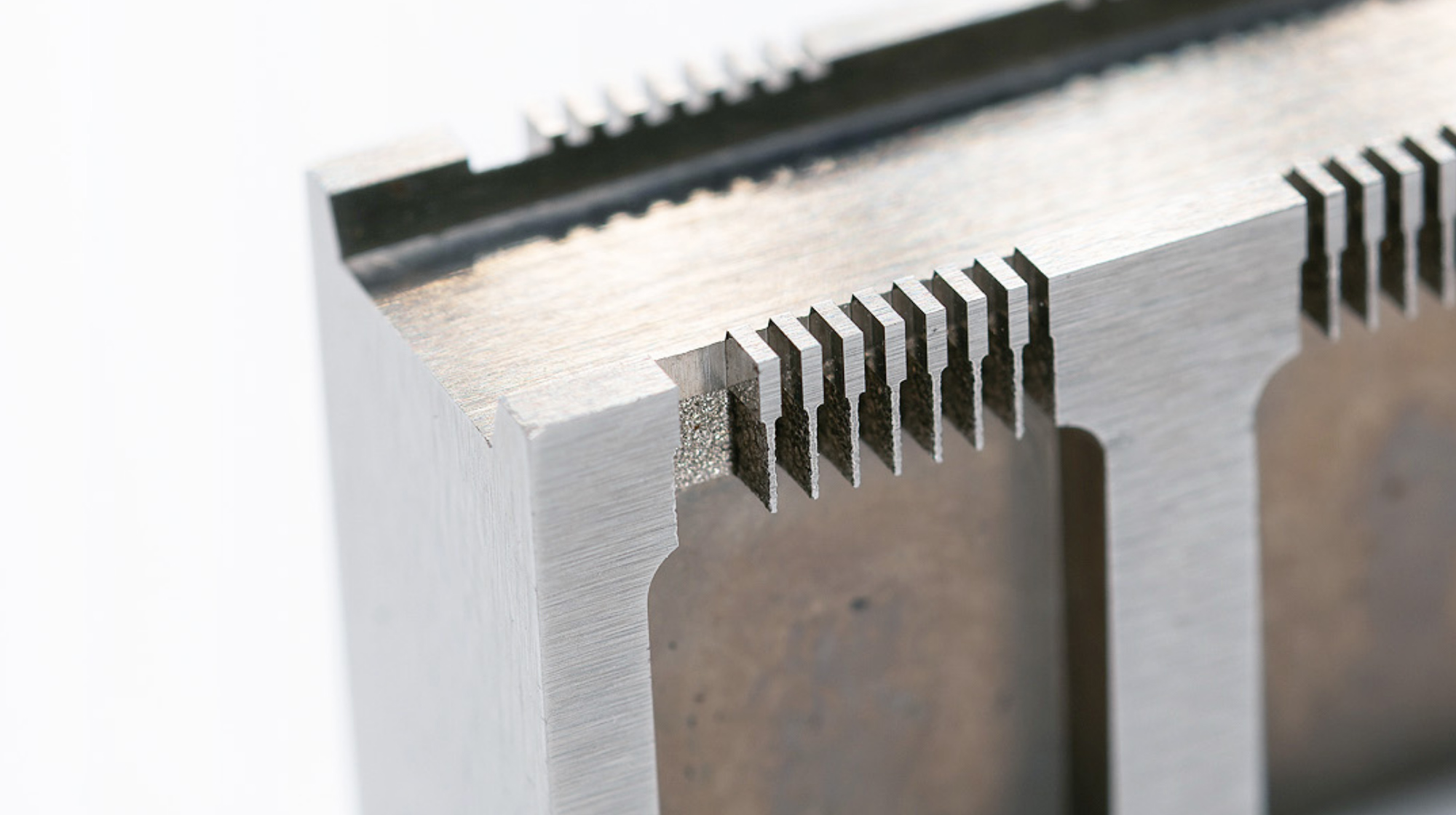
櫛形状の部品製作事例:2段に分かれた溝を高い位置精度で加工
- サイズ
- 25×15
- 材質
- SKD-11
- 板厚
- 10
- 公差
- ±0.01
- ピッチ
- 0.5±0.005
- 処理
- HRC55〜
当社のマシニング・研削・放電の全加工チームが関わり、櫛形状の部品を製作した事例です。チーム間で連携する際に重要となるポイントや、設計・加工のこだわりをご紹介します。
部品のご依頼の背景
大手電機メーカーから依頼を受け、設備関連部品の製作に挑みました。当社のマシニング・研削・放電の各チームが連携し、公差や注意点を共有しながら加工を行いました。
櫛形状の部分は2段に分かれており、上段の太い部分は研削、下段は形彫放電によって加工しています。中心を同一線上に合わせるという高度な加工技術が必要でした。
設計のポイント
設計・加工ポイントは下記3点です。
1.各加工チームの測定力が同等であること
各チームでは、担当の加工が終わるたびに部品の測定を行います。そこで測定に誤差が生じた場合、引き継いだチームが加工を行う際に、溝の位置関係が変わってしまう恐れがあります。それぞれのチームの技術者は、高水準の測定技術を有しており、溝の位置精度を高い状態で維持することができました。
仮に、別の会社と加工を分担して一つの部品を製作する場合、公差に対する認識の違いや、注意点の共有が難しいといった課題が生じることがあります。当社では、マシニング・研削・放電の一連の加工を自社で行うことが可能なため、スムーズで高精度な部品製作につながりました。
2.環境・加工条件を考慮した機械操作
機械の説明書が前提としている加工条件と実際の加工環境は異なります。そのため、設計のねらい通りに機械が動作しない場合や、作りたい部品と微細な誤差が生じる可能性があります。
こうした誤差を防ぐため、技術者がこれまでの経験で培ってきたノウハウを生かし、加工条件を吟味し機械を操作しました。今回の事例では、3回ほどの加工を施すことで高精度な仕上がりを実現しています。
3.室温の安定
加工を行う場所の室温の変化によって、機械のヘッドが下がったり縮んだりする場合があります。空調の整った場所で加工を行う、室温が安定する午前10時頃に加工を始めるなど、室内環境に気を配ることが重要でした。
当社の技術担当者からのコメント
高精度の部品が完成し、初めてご依頼を受けたお客様に喜んでいただくことが叶いました。この部品の製作をきっかけに、リピートして別部品の製作を受注することにもつながりました。大東技研の技術力をお伝えすることができ、技術者としてやりがいを感じた事例の一つです。