
製作事例
- 微細
- マシニング
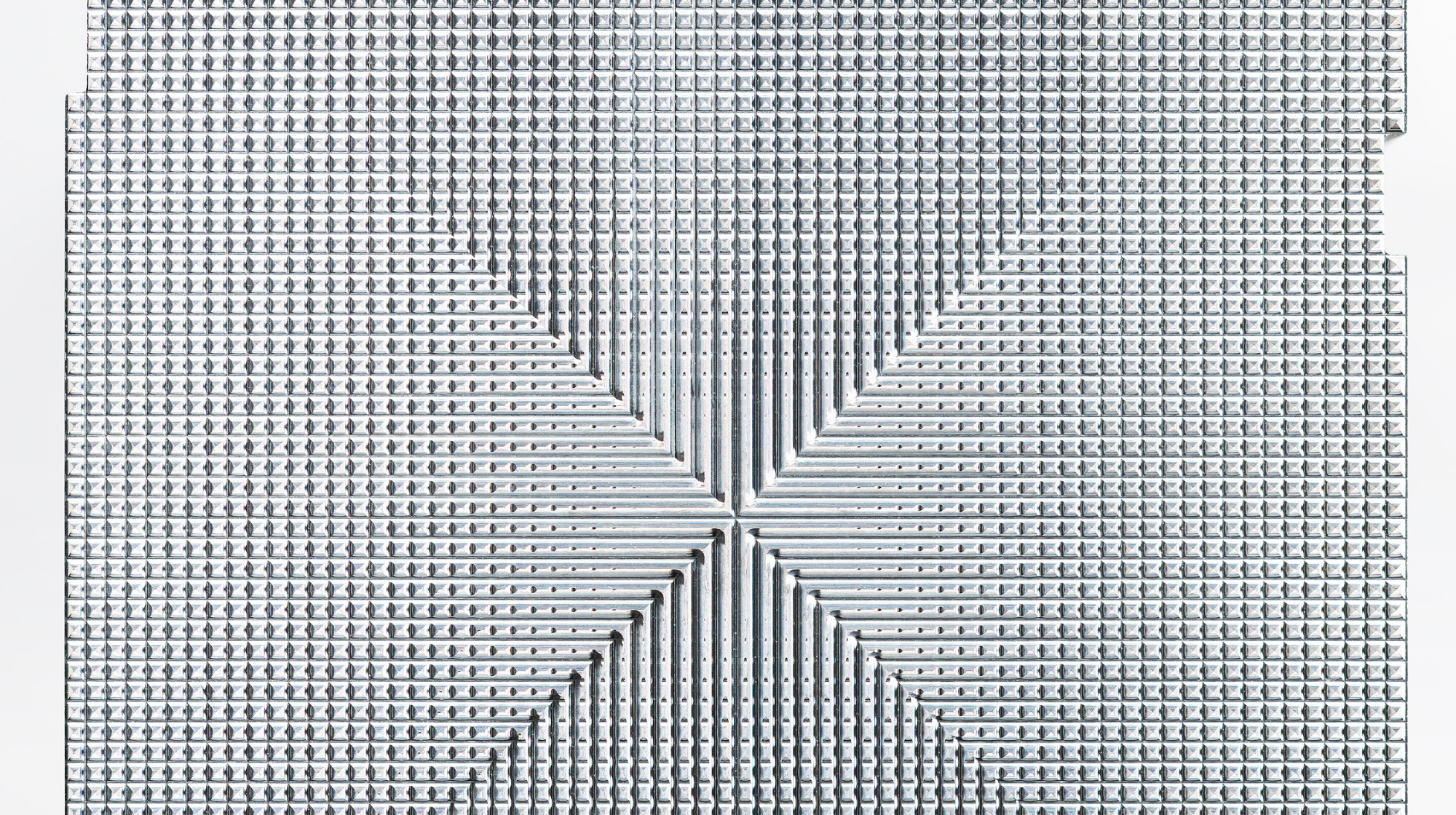
十字にクロスするV溝をピッチ5μmの高精度で切削・マシニング加工
- サイズ
- 35×35
- 材質
- A5052
- 板厚
- 12
- 公差
- ±0.005
- ピッチ
- 0.5±0.005
切削、マシニング加工により、半導体の加工部品を設計・製作した事例です。なぜ当社へご依頼をいただいたのか、製作する際にどのように設計を進めたのかをご紹介します。
半導体加工部品のご依頼の背景
以前より取引のあったお客様から、半導体加工部品の製作をご相談いただきました。それまでも高難度かつ高精度な部品を製作・納品してきたことから、当社の技術力に信頼を寄せていただいてのご依頼でした。
今回製作したのは外形35×35mmのアルミに、132本のV溝を加工した部品です。V形状の溝は十字に重なっており、高精度加工かつ機械加工後にバリが残っていないことが求められる事例でした。
設計のポイント
設計・加工ポイントは下記3点です。
1.V溝に最適な加工手順と工具の選定
球状の工具を選定し加工にあたりました。丸みのない工具を使用すると階段状の引っ掛かりが生じやすいのに対し、球状の工具を用いることでV溝の面を滑らかに加工することができます。
また75度のV溝を加工するためには、工具をV溝に対して徐々に深く入れていく必要があります。V溝の上下左右にクロスする角に生じやすいバリを防ぐため、0.005mmずつ深さを調整しながら、工具をまっすぐに入れて加工しました。
仮に0.3φの球体の工具で、0.1mmずつ切り込むと山状の段差ができてしまいますが、今回は0.005mmずつ徐々に切り込むことで、面の凹凸を限りなく小さくしています。山状の高さは0.001mm以下に収まり、V溝の面に段差や引っ掛かりがない状態に仕上げました。
工具の動かす方向や順番をテスト加工で繰り返し検証し、高精度の加工を実現しています。
2.アルミに適した環境設定
材料のアルミは、加工途中に工具に溶着する可能性があり、切れ味の低下や意図しない加工につながるおそれのある素材です。
特に加工終盤になると加工面が荒くなる場合があるため、機械の回転数などの条件を検証し、切削液の使用するといった対策を行いました。
3.徹底した温度や機械の回転速度の管理
機械を高回転で動かして加工すると、時間の経過に伴い温度が高くなり、ピッチの精度に影響を与えます。温度を一定に保つため、当社で最も高精度の機械を用いて適切な回転速度を検証し、恒温室内で加工しました。
また、部品の最終仕上げは、機械の熱による影響が出やすい工程です。機械が安定する時間に合わせて、仕上げの加工を施しました。
当社の技術担当者からのコメント
約40時間をかけて、バリが生じないように細心の注意を払いながら加工を行いました。機械加工においては、どれだけ短い時間でバリを防いだ加工ができるか、工程をどう工夫していくかを考えることが重要です。
高難度の部品加工を手掛けてきた経験を生かし、最小限のテスト加工によって、バリが生じない工程を導き出すことができました。日頃からバリへの対策を重ね、積み上げてきた知識と技術が、高精度な部品加工に役立っています。