
製作事例
- 穴加工
- 微細
- マシニング
- 研削
- ワイヤー放電
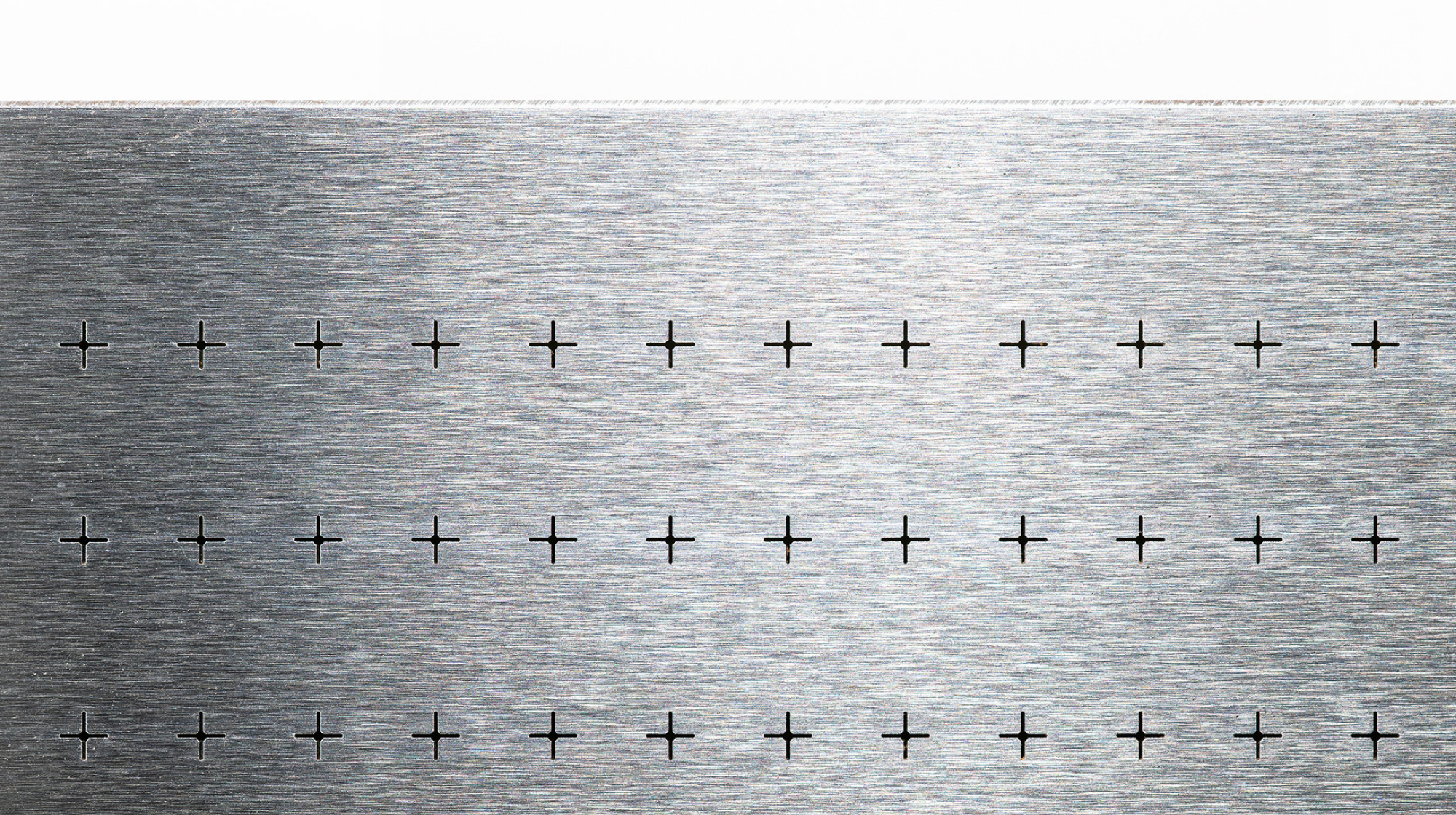
ワイヤー放電加工サンプル製作事例:幅70μmの高精度長穴加工
- サイズ
- 90×90
- 材質
- S50C
- 板厚
- 0.5
- 公差
- ±0.01
- ピッチ
- 2.4±0.01
切削・マシニング・ワイヤー放電加工によって、従来よりも微細な幅70μmの長穴加工を行いました。お客様の高度化する製品に、当社の高い加工技術がどのように役立つのかをお伝えするためのサンプル部品です。設計・加工のポイントや、今回の穴加工に不可欠だった技術担当者間の連携についてご紹介します。
サンプル部品製作の背景
コンデンサの検査装置の部品サンプルを製作しました。十字の中央には微細な穴が加工されています。
同様の働きをする検査部品の場合、通常は小判型の穴を加工します。今回のサンプルでは高精度の機械と担当者の高い技術力によって、より微細な穴加工を施すことを目指しました。
設計のポイント
設計・加工ポイントは下記3点です。
1.チーム間での製作誤差を少なくする工夫
今回の加工は、「材料の研削」「マシニングによる下穴加工」「ワイヤー放電加工による長穴加工」という3つの工程に分かれています。3人の担当者が分担して、それぞれの工程を担当し、チームで連携しながら製作にあたりました。
下穴の大きさは60〜70μm、ワイヤーの線径は50mなので、各工程で数μmでも仕上がりに誤差が生じると、下穴とワイヤーの位置がずれてしまい加工を続けることができなくなります。
誤差が生じるのを防ぐため、全工程において機械の温度や室温が安定した状態で加工することを徹底しました。また、各工程の完了後には高精度な測定を行い、適切な位置に仕上がっているか確認しながら製作を進めました。
2.高精度な機械を使用
マシニング加工によって材料に下穴を開ける際に、機械によっては刃物が破損する可能性があります。破損した刃物が材料に刺さって傷がつくと、製品不良につながるため、当社では高精度な機械を用いて下穴加工を行いました。
3.人の手が直接介入した高精度な加工
材料の下穴にワイヤーを通す作業は、人の手によって実施します。下穴は肉眼ではほぼ見えないサイズだったため、ルーペ・拡大鏡を用いて作業を行いました。ワイヤーはまっすぐな線状を保ちながら、下穴に通します。ルーペを片手で持ちながら、もう片方の手でワイヤー線を下穴に入れていくといった繊細な技術が求められました。
またワイヤーは細いため、加工途中で整備やメンテナンスをしながら作業する必要がありました。今回のサンプルは、1個の下穴を約5分かけて加工するより微細な下穴加工を施しています。
同様の働きをするコンデンサ検査部品では108か所の穴を加工することが多く、実際の製作時には1〜2分ほどで1か所を加工します。つきっきりで作業した場合でも、完成までに約8時間を要します。材質に鉄を使用すると、時間の経過によって錆が生じる恐れがあるため、できるだけ短時間で仕上げています。
当社の技術担当者からのコメント
今回のサンプルは、各工程の担当者に高難度の技術力が求められる事例です。完成までに3人の技術担当者が関わるため、加工に差異が生じないよう細心の注意や苦労を重ねました。
加工・測定における高い技術力と、技術担当者のスムーズな連携が実を結び、高精度の部品サンプルが完成しました。それにより高精度な穴加工についてお客様にお伝えすることも実現できました。