
製作事例
- 穴加工
- 微細
- マシニング
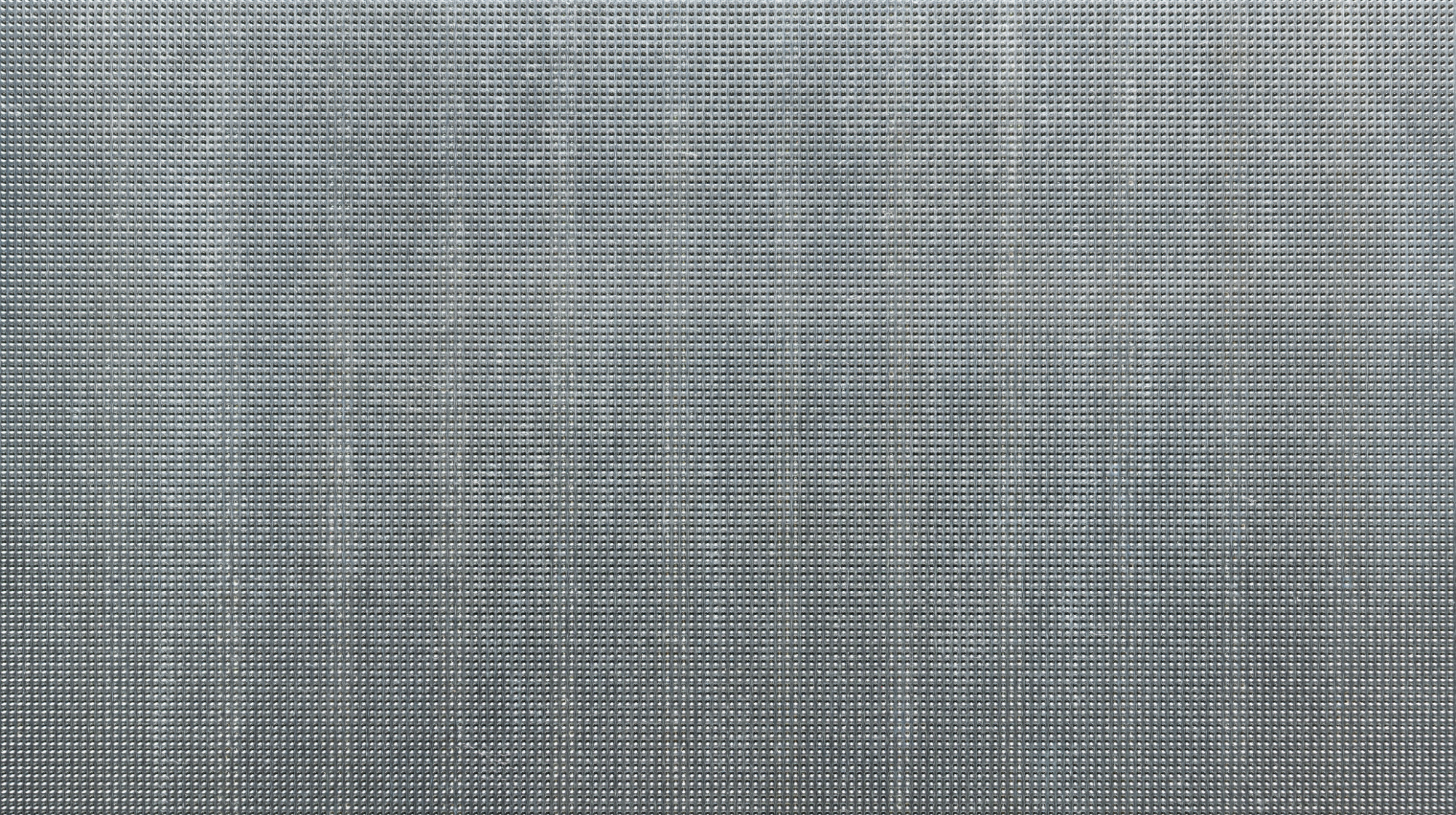
48000箇所の高精度穴あけ加工
- サイズ
- 174×140
- 材質
- A7075
- 板厚
- 8
- 公差
- ±0.01
- ピッチ
- 0.64±0.01
半導体製造装置に用いる精密部品の設計・製作事例です。なぜ当社へご依頼をいただいたのか、製作する際にどのように設計を進めたのかをご紹介します。
半導体製造装置 製作ご依頼の背景
以前、当社が部品製作を担当した際、高い精度による加工とスピード感のある納期対応を評価していただきました。今回も、高品質かつ早い納期での対応を期待され、リピートしてのご依頼を受けました。
加工を行った精密部品には、48000箇所の穴とくぼみがあり、製品の搬送に用いられます。搬送対象製品が、くぼみに吸い付き、穴に入り込むため、ピッチを正確に保つ必要があります。当社の高い技術や品質が求められる事例でした。
設計のポイント
設計・加工ポイントは下記3点です。
1.48000箇所の高精度穴あけ加工
専用の加工機械を使用して、48000箇所の穴あけ加工を行いました。公差は±0.01、ピッチ0.64±0.01を実現しています。
また今回は、貫通している穴とともに、くぼみ部分も加工しています。その過程で、穴とくぼみの間にバリと呼ばれるささくれが生じる可能性があります。加工の順番や工具の動く方向を工夫することで、バリをいかに生じさせないかを研究し、製作にあたりました。
2.熱の影響を受けやすいアルミ材料でも変形が起こらないようにする
今回使用したアルミは、特に熱の影響を受けやすい素材です。熱による変形を起こさないために、室温や液の温度を一定に保ちました。
ただ、機械は長時間稼働する事で温度が上がり、回転を止めるタイミングで温度が下がります。加工の途中に温度が下がると、意図しない変形が生じてしまいます。
そのため、熱による変形が起こらない加工のタイミングを研究しました。機械と材料の特性を理解した上で加工にあたり、寸法の変動を抑えることができました。
3.加工に用いる工具の交換頻度を最小限にする
安定した品質を保つためには、加工に用いる工具の交換頻度を最小限にする必要があります。工具の回転や送り、動く方向、加工の順番などのいろいろなパターンを試すことで、解決法を導きます。本事例でも、1本の工具で何箇所の穴あけができるかを検証し、加工方法を確立しました。
また、工具が加工途中で折れるリスクにも気を配り、定期的に確認しています。最終的には画像測定機やピンゲージによる検査を行い、品質管理を徹底しています。
当社の技術担当者からのコメント
高い技術や工夫が求められる事例だったため、過去の事例を参照して、今回の加工に応用できないかを考察しました。また、工具についてもリサーチを深めました。夢に出てくるほど考え抜いたため、実験後、完成したときには、「お客様の期待にこたえることができた」とはじめて安堵しました。製作にあたっては、バリが出ない工夫など、これまで蓄積したデータや実績・経験から、課題の解決法を導き出しています。